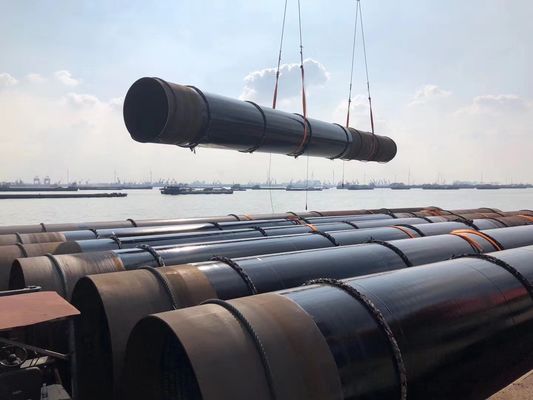
Stal węglowabezszwowa rurajest podzielone na:
Stal niskowęglowa, zawartość węgla jest mniejsza niż 0,25%.
Stal średniowęglowa, zawartość węgla wynosi 0,25% -0,6%.
Stal wysokowęglowa o zawartości węgla powyżej 0,6%.
1. Rura bezszwowa ze stali niskowęglowej
Rura ze stali niskowęglowejto stal węglowa o zawartości węgla poniżej 0,25%, w tym większość zwykłych węglowych stali konstrukcyjnych i niektóre wysokiej jakości węglowe stale konstrukcyjne, z których większość jest używana do konstrukcyjnych części konstrukcyjnych, które nie wymagają obróbki cieplnej.Niektóre są również nawęglane lub poddawane obróbce cieplnej.
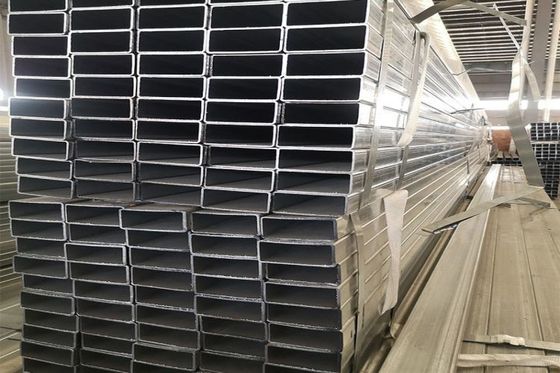
2. Rura bezszwowa o ogólnej zawartości węgla (stal średniowęglowa)
Stal średniowęglowa ma dobrą wydajność pracy termicznej i cięcia, ale słabą wydajność spawania.Jego wytrzymałość i twardość są wyższe niż w przypadku stali niskowęglowej, podczas gdy plastyczność i wytrzymałość są niższe niż w przypadku stali niskowęglowej.Może być bezpośrednio przetwarzany przez walcowanie na zimno bez obróbki cieplnej lub może być obrabiany lub kuty po obróbce cieplnej.Utwardzona stal średniowęglowa ma doskonałe wszechstronne właściwości mechaniczne.Maksymalna osiągalna twardość wynosi około HRC55 (HB538), a σb to 600-1100 MPa.Dlatego stale średniowęglowe są szeroko stosowane w różnych zastosowaniach o umiarkowanym poziomie wytrzymałości.Jest nie tylko szeroko stosowany jako materiał budowlany, ale także do produkcji różnych części maszyn.
3. Rura bezszwowa ze stali wysokowęglowej
Stal wysokowęglowa jest często nazywana stalą narzędziową, o zawartości węgla od 0,60% do 1,70%, którą można hartować i odpuszczać oraz ma słabe właściwości spawalnicze.Młotki, łomy itp. wykonane są ze stali o zawartości węgla 0,75%.Narzędzia skrawające takie jak wiertła, gwintowniki i rozwiertaki wykonane są ze stali o zawartości węgla od 0,90% do 1,00%.
Spawalność stali zależy głównie od jej składu chemicznego.Najbardziej wpływowym pierwiastkiem jest węgiel, a im wyższa zawartość węgla w stali, tym trudniej jest ją spawać.Większość innych pierwiastków stopowych stali również nie sprzyja spawaniu, ale stopień wpływu jest na ogół znacznie mniejszy niż w przypadku węgla.
Ogólnie rzecz biorąc, stal niskowęglowa ma dobrą spawalność i nie wymaga specjalnych metod obróbki.Spawanie elektrodami zasadowymi jest konieczne tylko wtedy, gdy wymagane są niskie temperatury, grube blachy lub wysokie wymagania i wymagane jest odpowiednie podgrzanie.Gdy zawartość węgla i siarki w stali niskowęglowej przekracza górną granicę, oprócz rozsądnego doboru kształtu rowka, stosuje się wysokiej jakości elektrody o niskiej zawartości wodoru, podgrzewanie wstępne i podgrzewanie końcowe, aby zapobiec pęknięciom termicznym zmniejszającym współczynnik stopu .
Stal średniowęglowa jest podatna na pękanie na zimno podczas spawania.Im wyższa zawartość węgla, tym większa skłonność do utwardzania strefy wpływu ciepła, tym większa skłonność do pękania na zimno i tym gorsza spawalność.Wraz ze wzrostem zawartości węgla w stali rośnie również zawartość węgla w stopiwie.W połączeniu z negatywnym wpływem siarki spoiny są podatne na pękanie na gorąco.Dlatego podczas spawania stali średniowęglowej należy stosować elektrody zasadowe o doskonałej odporności na pękanie, a także należy zastosować środki nagrzewania wstępnego i dogrzewania w celu powstrzymania występowania pęknięć.
Podczas spawania stali wysokowęglowej, ze względu na wysoką zawartość węgla w tej stali, podczas spawania powstaną duże naprężenia spawalnicze.Tendencja do utwardzania i pęknięć zimnych w strefie wpływu ciepła spoiny jest duża, a strefa spoiny jest również podatna na pęknięcia gorące.Stal wysokowęglowa jest bardziej podatna na powstawanie pęknięć na gorąco niż stal średniowęglowa podczas spawania, dlatego ma najgorszą spawalność i nie jest stosowana do ogólnego spawania konstrukcji, a jedynie do spawania naprawczego i obróbki powierzchniowej odlewów.Po spawaniu spoina musi zostać odpuszczona, aby zmniejszyć naprężenia, naprawić konstrukcję, zapobiec pęknięciom i poprawić wydajność spoiny.

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!